
Решенные задачи по логистике №0024
План (содержание) работы Решенные задачи по логистике №0024:
Задача №1
На предприятие оптовой торговли в течение недели поступило 20 т различных грузов. Схема движения материального потока на складе предприятия оптовой торговли представлена на рис. 1. Определите величину входных и выходных материальных потоков, а также совокупный материальный поток на предприятии.
Рис. 1.1
Схема материального потока на складе предприятия оптовой торговли
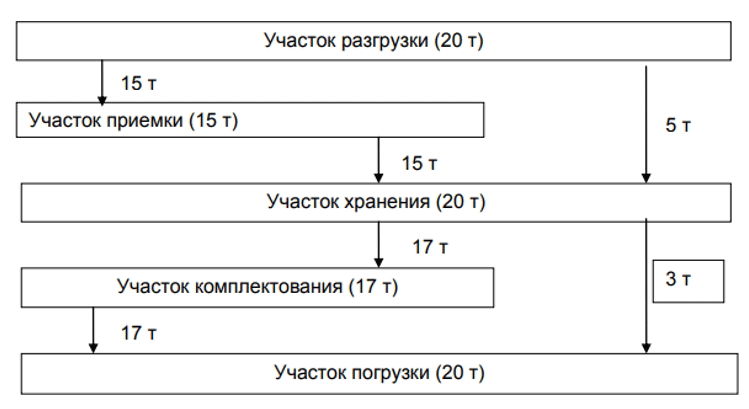
Участок разгрузки (20 т)
Участок приемки (15 т)
Участок хранения (20 т)
Участок комплектования (17 т)
Участок погрузки (20 т)
Эта задача уже решена! Вы можете получить её за 150 руб.
Задача №2
Компания занимается выпуском шампанского в бутылках емкостью 750 мл. Завод компании работает без выходных, разливая 120000 л в день. С розлива бутылки поступают на упаковочный участок. Мощность упаковочного участка 20000 упаковок по 12 бутылок каждая. Упаковочный участок работает 5 дн. в неделю.
На склад упакованные бутылки доставляет транспортный отдел компании. В компании имеются 8 грузовиков, которые перевозят за раз по 300 упаковок каждый, совершают 4 поездки в день 7 дн. в неделю. У компании 2 склада, каждый из которых может переработать до 30 000 упаковок в неделю.
Со склада доставка осуществляется силами оптовых покупателей, вместе они способны за день вывозить весь груз, доставленный на склад транспортным отделом компании за день. Определите фактическую мощность логистической системы и выявите «слабое» звено.
Эта задача уже решена! Вы можете получить её за 150 руб.
Задача №3
В конце рабочего дня Роджер Грей (Roger Gray), менеджер по закупкам кампании Anderson Plastics, наблюдал, как его босс сердито выходил из помещения. Уже во второй раз за неделю Роджера обвинили в том, что на предприятии не хватает сырья, и поэтому сейчас его сильно заботило решение проблем, периодически возникающих с управлением материальным потоком на калифорнийском заводе.
Anderson Plastics Inc. - крупный мультинациональный поставщик пластиковых компаундов ? сырья для ряда самых разных пластмассовых материалов: пропиленов, полиэтиленов, стиролов и найлонов. Эти компаунды применяются для производства самых разных продуктов, в частности автомобильных бамперов, приборных панелей, шлемов, упаковочных материалов и пластиковых чемоданов. Последние десять лет компания реализует стратегию роста, в основном прибегая к поглощениям.
В настоящее время Anderson Plastics управляет тринадцатью производственными предприятиями в Северной Америке, Европе, Латинской Америке и Азиатско-Тихоокеанском регионе, имея общий объем продаж порядка 1 млрд долл. На предприятиях компании по всему миру трудятся около 2200 человек. Калифорнийское производственное предприятие имеет производственную площадь в 110000 кв. футов и участок размером 14 акров, на который подведена железнодорожная ветка. Всего на предприятии работают 74 человека. За последнее десятилетие Anderson Plastics и ее заказчики перешли на систему «точно в срок» (just-in-time), что требует от Anderson тесного взаимодействия с заказчиками при составлении графиков поставок сырья. Из-за этого стала наблюдаться тенденция постепенного сокращения запасов в цепях поставок. Однако это одновременно повышает риск дефицита, из-за чего у заказчиков Anderson Plastics могут быть дорогостоящие простои. Примерно два года назад закупки в Anderson Plastics осуществлялись децентрализованно, т.е. каждое подразделение самостоятельно отвечало за заказ необходимого ей сырья.
Из-за проблем, связанных с управлением материальным потоком, в частности избыточных запасов некоторых продуктов при частом дефиците других, руководство предприятия решило пойти на преобразования. Поэтому Роджер Грей, супервизор производства, проработавший на предприятии 16 лет, получил новую должность: ему поручили заниматься вновь созданной централизованной службой закупок для всего предприятия. Система управления материальным потоком в Anderson Plastics на тот момент не была должным образом интегрирована с другими частями 11 Anderson Plastics и с ее поставщиками. Роджер выяснил, что система управления материальным потоком ненадежна, из-за чего часто возникают дефициты. Хотя в нормальном режиме она позволяла обрабатывать регулярные поставки, но с неожиданными требованиями не справлялась. Кроме того, фактически применялась параллельная система «ручной записи», которая требовала, чтобы Грей от двух до трех часов в день заполнял различные формы.
В течение первого года Грей разработал серию прикладных программ на основе электронных таблиц, помогающих ему в автоматизированном режиме решать повторяющиеся задачи и проверять их на наличие ошибок. По мере того как предприятие расширялось, число продуктов, которые должен был отслеживать Роджер, возросло с 250 до 550. Даже с его новыми прикладными программами Роджеру становилось все труднее точно управлять запасами. Из-за дефицитов Роджера несколько раз серьезно критиковали, хотя он считал, что чаще всего это происходило не по его вине.
Обычно система управления материальным потоком на два дня отставала от реального времени и поэтому не отражала текущих уровней запасов. В другие периоды возникали транспортные проблемы, особенную ненадежность демонстрировала железнодорожная система США, из-за чего грузы нередко доставлялись с задержками. У предприятия были только 10 бункеров для хранения сырья и использованные железнодорожные вагоны: их применяли как временные склады, заполняя по мере необходимости. Роджер чувствовал, что уровни запасов были высоки, однако за излишние запасы его никогда не критиковали. Оба случая дефицита на этой неделе были типичными.
Первый произошел из-за того, что производственники не сообщили Роджеру, что основной заказчик неожиданно заказал обычную партию на неделю раньше, и к тому же не учли в своей ведомости объемы сырья, которое они забрали из запасов. Поэтому учетные документы Роджера на данный момент показывали достаточный объем запасов.
Сегодняшний инцидент был связан с грузом, доставляемым по железной дороге из Техаса, который должен был прибыть четыре дня назад, но каким-то таинственным образом задерживался. Поставщик отправил его вовремя, и поэтому никакой вины за эту задержку не нес.
Задание:
Предложите возможные варианты решения проблем по управлению материальным потоком на калифорнийском заводе.
Эта задача уже решена! Получите файл за 200 руб.
Задача №4. Определение оптимальных объемов работы и числа распределительных центров
Определить оптимальный объем работы распределительного центра; определить число распределительных центров на полигоне обслуживания АЗС
Таблица 6
Объемные показатели к практической работе
| Показатель | Вариант 4 |
|---|---|
| Q, т | 252 |
| q, т | 21 |
| D, т/км? | 0,06 |
Таблица 7
Стоимостные показатели к практической работе
| Показатель | Вариант, 4 |
|---|---|
| схр, руб./т | 0,57 |
| спер, руб./ткм | 0,09 |
| са, руб./сут | 38 |
| си, руб./партия | 0,4 |
Эта задача уже решена! Вы можете получить её за 150 руб.
Задача №5. Формирование оптимальных грузопотоков в сфере нефтегазоснабжения
В нефтепромышленном холдинге, представляющем собой вертикально-интегрированную структуру, имеются «m» нефтеперерабатывающих предприятий топливно-нефтехимического профиля и «n» потребителей нефтехимической продукции. Мощность каждого предприятия по заготовке и переработке и стоимости доставки от каждого предприятия к каждому потребителю приведены в таблице. Исходные данные приведены в табл. 13, 14 приложения.
Найти оптимальный план перевозок, обеспечивающий минимальные транспортные затраты в целом по нефтехолдингу.
1. Сформулировать задачу. Привести математическую постановку задачи.
2. Решить задачу с краткими пояснениями.
3. Сделать логистические выводы по полученному результату.
Таблица 13
Исходные данные к практической работе
| Номер варианта | Мощность НПЗ, тыс. м3 (последняя цифра шифра) | Спрос перерабатывающих предприятий, тыс. м3 (последняя цифра шифра) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| А1 | А2 | А3 | А4 | А5 | В1 | В2 | В3 | В4 | |
| 4 | 400 | 200 | 350 | 300 | 400 | 500 | 400 | 350 | 400 |
Таблица 14
Исходные данные к практической работе
| Номер варианта | Стоимость перевозок у.е. / куб.м (предпоследняя цифра шифра) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| С11 | С21 | С31 | С41 | С51 | С12 | С22 | С32 | С42 | С52 | |
| 4 | 4 | 7 | 9 | 5 | 9 | 10 | 6 | 4 | 7 | 6 |
Окончание табл. 14
| Номер варианта | Стоимость перевозок у.е. / куб.м (предпоследняя цифра шифра) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| С13 | С23 | С33 | С43 | С53 | С14 | С24 | С34 | С44 | С54 | |
| 4 | 4 | 7 | 8 | 6 | 6 | 5 | 4 | 5 | 6 | 8 |
Эта задача уже решена! Вы можете получить её за 150 руб.
Задача №6
Дистрибьютор крупного предприятия по производству шин предполагает продать в будущем году приблизительно 9500 единиц определенной модели шин со стальным ободом. Годовая стоимость хранения 15$ за шину, стоимость заказа - 75$. Дистрибьютор работает 288 дней в году. Каков экономичный размер заказа? Сколько раз в год следует возобновлять заказ? Какова продолжительность цикла заказа?
Эта задача уже решена! Вы можете получить файл за 150 руб.
Задача №7
Предприятие по производству контейнеров для транспортировки и хранения продукции, рассматривает три варианта мест с целью размещения нового производства. Постоянные затраты в П1-200 т.руб., П2-500 т.руб., П3-1 млн.руб. Переменные затраты соответственно: 650,350,250 рублей на единицу продукции. Прогнозируемая рыночная цена контейнера 1200 руб. Определите наиболее рациональное размещение для годового объёма выпуска 1000 штук и для 2000 штук?
Эта задача уже решена! Вы можете получить её за 150 руб.
Цена консультации по работе Решенные задачи по логистике №0024 - договорная.
Чтобы оформить заявку на получение файла с готовой работой или заказ на консультацию и помощь с работой по указанной теме по Вашим требованиям нажмите кнопку: